


东莞吹塑厂家如何提升挤出吹塑的生产工艺
我们三个部分为大家详细介绍“东莞吹塑厂家如何提升挤出吹塑的生产工艺”,请参考:
1、什么是挤出吹塑成型?
目前,东莞吹塑中空成型是成型中空制品的主要方法。挤出吹塑成型是采用挤出机将热塑性塑料熔融塑化,并通过机头挤出半熔融状的管状型坯;然后,截取一段管坯趁热将其置于吹塑模具中,闭合模具(对开式模具,同时夹紧管坯的上下两端),接着用吹气管通人压缩空气,使管坯吹胀并贴于模具型腔内壁成型;最后保压和冷却定型,排出压缩空气并开模取出制品。
2、挤出吹塑成型的生产工艺流程是什么?
挤出吹塑成型的生产工艺流程简示如下:
塑料熔融塑化—挤出管坯-+吹胀管坯、冷却_开模、取出制品-+修整、检查。
3、挤出吹塑成型工艺中的影响因素主要有哪些?如何控制?
(1)型坯制造过程中的主要影响因素及控制方法。挤出吹塑成型首先是制造型坯,其质量对手制品的性能和外观有很大影响。型坯制造过程中的影响因素及控制方法如下。
①原料的选择。在吹塑中,原料的选择非常重要。首先要求原料的性能满足制品的使用要求,其次是原料的加工性能必须符合吹塑工艺要求,一般选用中空级树脂。例如,HDPE吹塑制品,其熔体流动速率(MFR)取值一般为0.01—1.0g/l0min,低MFR的树脂有利于防止型坯下垂,容易得到壁厚均均的型坯。但是当螺杆转速增加时,低MFR的熔体外表容易粗糙。因此,对于吹塑成型MFR的选择范围,中大型吹塑制品以防止下垂为主,宜偏低些;小型吹塑制品宜高些。
②温度的控制。在挤出型坯的过程中,挤出机的温度控制非常重要。挤出温度的选择主要取决于树脂的性质。挤出温度过低,型坯表面粗糙;挤出温度过高,熔体强度下降,使制品壁厚不均。例如,PC吹塑瓶的挤出温度波动控制在±3℃。对于PVC热敏性塑料,更要注意控制温度,防止其热分解。
③螺杆转速。螺杆转速是影响挤出型坯质量的另一个重要因素。高的挤出速度可以提高产量,减少型坯的下垂,但是型坯的表面质量下降,尤其是剪切速率过大,可能会造成某些塑料(如HDPE)出现熔体破裂现象。螺杆转速的提高容易产生大量摩擦热,对于PVC等热敏性塑料有热分解的危险。一般吹塑成型选用大一点的挤出机,使螺杆转速控制在70f/rain以下。
④口模的尺寸及质量。口模是决定型坯尺寸及形状的主要装置,因此要求口模内表面光滑,表面粗糙度低,以利于制得表面光滑的型坯。口模定型段长度一般选择8倍于口模与芯棒之间的间隙距离。
(2)吹塑过程中的主要影响因素及控制方法。在型坯的吹塑过程中,影响成型工艺的因素主要包括吹胀压力、吹气速度、吹胀比和吹塑模具温度等。
①吹胀压力。在吹塑过程中,通入压缩空气有两个作用:一是利用压缩空气的压力使半熔融状的管坯吹胀而紧贴模腔壁,形成所需的形状;二是对吹塑制品起冷却作用。空气压力取决于塑料的品种及型坯温度,一般控制在0.2~1.0MPa。对于熔体黏度较低、容易变形的塑料(如PA、HDPE),取较低值;对于熔体黏度较高的塑料(如Pc),取较高值,型坯壁厚也取较高值。吹气压力还与制品的容积有关,大容积制品宜采用较高的吹胀压力,小容积制品宜采用较小的吹胀压力。最适宜的吹胀压力,应能使制品在成型后外形、花纹等表现清晰。
②吹气速度。为了缩短吹气时间,使之有利于制品获得较均匀的厚度和较好的外观,要求以低气流速度注入大流量的空气,以保证型坯在模具型腔内能均匀、快速地膨胀,缩短在模具型腔内的冷却时间,并有利于提高制品性能。低气流速度还可以避免型坯内出现文杜里效应而形成局部真空,使型坯瘪陷的现象。这可通过采用较大的吹气管来保证。
③吹胀比。吹胀比是指塑件最大直径和型坯直径之比。当型坯的尺寸和质量一定时,制品的尺寸越大,型坯的吹胀比越大,但是制品的厚度越薄。通常根据塑料的种类、性质、制品的形状和尺寸以及型坯的尺寸来确定吹胀比的大小。吹胀比增大,制品厚度变薄,强度和刚度降低、同时成型也变得困难。一般吹胀比控制在1:(2~4)。
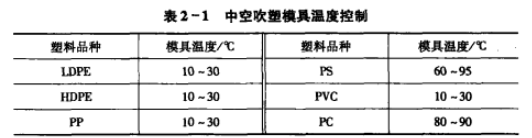
④吹塑模具温度。吹塑模具的温度对制品的质量(特别是外观质量)有较大的影响。通常模具的温度分布应均匀,尽可能使制品均匀冷却。模具温度的高低与塑料的种类、制品的厚度及大小有关。对于不同种类的塑料,其中空吹塑模具温度控制见表2—1。有少数塑料(如PC的吹塑瓶)模具温度应分段控制。生产实践证实,模具温度过低,则使夹口处塑料的伸长率降低,不易吹胀,使制品在此部分加厚,同时成型困难,制品表面的轮廓和花纹不清晰;模具温度过高,冷却时间延长,生产周期增大,生产率下降,此时如果冷却不够,还会引起制品脱模变形,收缩率增大,表面光泽变差。一般对于分子链刚性较大的塑料,模具温度应较高;而对于分子链柔性较大的塑料,模具温度应较低。
⑤冷却时间。中空吹塑制品在模具中冷却时间较长,目的是为了保证制品充分冷却,脱模时不变形。冷却时间一般取决于塑料制品的厚度、大小、形状以及塑料的品种。制品壁厚越厚,冷却时间越长。比热大的PE制品冷却时间比相同壁厚的比热小的PP制品冷却时间长。
⑥成型周期。吹塑成型生产周期包括挤出型坯、合模、截取型坯、吹气、放气、开模、取出制品等过程。这个周期选择的原则是,在保证制品能够定型不变形的前提下尽量缩短,以提高生产效率。



同类文章排行
- 吹塑塑料瓶品质最易出现的九大问题状况和解决方法
- 改善挤出吹塑制件壁厚均匀性的几种方法
- 影响吹塑瓶质量好坏的原因分析
- 东莞吹塑加工安全生产注意事项有哪些?
- 分享小容量塑料桶的吹塑配方及开裂的改进方法
- 东莞佳昊分享吹塑制品设计的几个思路,供同行参考!
- 吹塑时产生静电的原因及解决办法
- 分享大中型中空吹塑制品配方技术
- PVC吹塑瓶可以用作食品包装瓶吗?
- 东莞吹塑制品颜色差异的解决方法



