


大型中空吹塑挤出系统设计及其关键技术研究
近些年来随着大容积(200 L以上)吹塑制品在石油化工、铁路运输、仓储等行业的广泛应用,其需求量不断增大,对其质量的要求也越来越高。现有生产吹塑制品的储料模头普遍存在着如下问题:1)熔料不均匀,接缝强度低。原因在于:现有模头内部由简单的锥形双螺旋结构形成熔腔,熔料通过入口分别进入模头内、外芯形成的双层熔腔后,包围内、外芯棒的时候会在某一个处汇合,在两侧形成两条肉眼无法看到的理论接缝。实验证明,熔料不能实现360°均匀流动,故不能充分均匀地混合,接缝处的强度很低;2)生产过程中温度损失大、能耗高。现有储料模头设有外分流道,并通过外分流道分得内、外双层熔体,再分别进入内、外熔腔中,外分流道的结构形式使内、外熔体的温度损失大且两者损失不均匀,导致内、外层熔体温度不一致,密度不一致,严重影响吹塑的质量。
1、大型塑料中空容器成型挤出系统模头结构分析
模头的流道有多种形式,而大型储料式机头的流道形式较为单一,本设计是以制造加工200 L及200L以上大型L环塑料桶为例,对大型储料式中空吹塑成型机模头内部流道的设计与优化。
早期的中空成型机储料机头较多采用单层流道。随着用户对容器质量要求不断提高,尤其在大型容器方面,因为熔合缝的强度问题,单层流道就显出了弱点,然后出现了双层流道设计。由于采用单层心形包络流道的储料机挤出的型坯,在其圆周上存在明显的熔合缝区,采用双层流道的储料式机头挤出的型坯,起圆周上被完整的熔料层所覆盖,从而使熔合缝区的强度得以提高。目前,德国、北美的主要公司生产的大型储料式中空机基本采用了双层流道。单层流道的储料机头一般应用作吹塑制品强度要求不是太高、制品容积在10 L以下的中空成型机上。挤出系统中模头结构如图1所示。
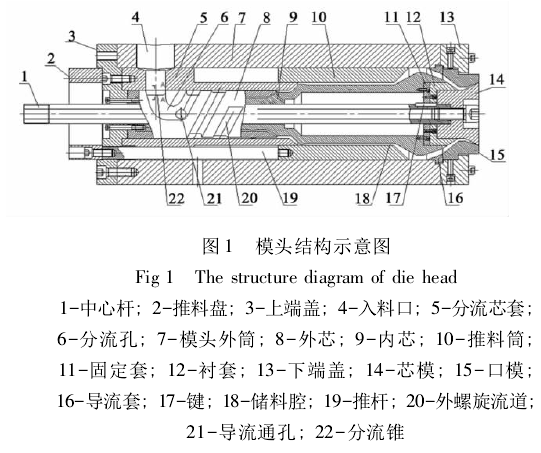
该内分式双层双螺旋流道储料模头,包括模头外筒,上、下端盖,套装焊接在一起的设于模头外筒内并与上端盖紧固连接(保证与上端盖的同轴度和连接强度)的内、外芯,利用固定套固定在内芯端末的衬套,设于模头外筒轴心处的中心杆,设于中心杆端末且与衬套相配合的芯模,利用下端盖压靠在模头外筒内的导流套和口模,推料机构。模头外筒与内、外芯之间形成储料腔。推料机构由设于上端盖外部的推料盘、伸入模头外筒中并与所述推料盘固接的推杆、与推杆末端连接并设于储料腔内的推料筒组成。中心杆与固定套和衬套之间利用键联接,可带动芯模轴向往复移动实现芯模与口模的开合。
外芯上套装有与上端盖固接的分流芯套,分流芯套上设有对应模头外筒的入料口的分流孔,外芯设有两条呈180°对称缠绕的外螺旋流道,内芯设有两条呈180°对称缠绕的内螺旋流道,内螺旋流道与外螺旋流道呈180°对称布置,外芯和内芯上的每条螺旋流道(内螺旋流道与外螺旋流道)的缠绕角度均为360°,以使外芯和内芯的360°的外壁面上的熔料充分均匀的融合。内、外螺旋流道为由上到小横截面逐渐减小的变截面流道。外芯上设有对应分流孔的分流锥和将分流锥两侧与外芯上两条外螺旋流道连接在一起的两条导向流道,两条导向流道末端分别设有连通内芯上的两条内螺旋流道的导流通孔,导向流道设有90°拐角。外芯和内芯下端分别设有缩流环。
工作过程:熔料从入料口进入模头外筒,经过分流芯套的分流孔,由外芯上的分流锥顺利完成分流,熔料向分流锥两侧流动,并经导向流道转向90°后,引流到内、外芯分流处,一部分熔料由外芯上的外螺旋流道向下螺旋流动,另一部分则通过导流通孔流入到内芯的内螺旋流道中,熔料在内、外螺旋流道内流动时,一部分熔料随着内、外螺旋流道向下流动,另一部分熔料顺着内、外芯壁向下流向储料腔,这样可以保证360°都有熔料下流,使得熔料均匀融合,最后通过内、外芯下端的缩流环,均匀混合后流入储料腔。
通过对大型中空吹塑挤出机模头系统的设计与研究,并对流道结构的设计与研究,设计出一种新型的双层双螺旋流道并对模头内的流道进行了优化设计。双层双螺旋流道的设计使得熔体的流动更加顺畅,熔料进入储料腔时融合更加均匀、充分,消除了理论接缝问题,使得制品强度大幅提高,质量得以保证,能量损失降到最小。



同类文章排行
- 吹塑塑料瓶品质最易出现的九大问题状况和解决方法
- 改善挤出吹塑制件壁厚均匀性的几种方法
- 影响吹塑瓶质量好坏的原因分析
- 东莞吹塑加工安全生产注意事项有哪些?
- 分享小容量塑料桶的吹塑配方及开裂的改进方法
- 东莞佳昊分享吹塑制品设计的几个思路,供同行参考!
- 吹塑时产生静电的原因及解决办法
- 分享大中型中空吹塑制品配方技术
- PVC吹塑瓶可以用作食品包装瓶吗?
- 东莞吹塑制品颜色差异的解决方法



