


全电动挤出吹塑中空成型机控制系统设计
熟话说的好,拥有先进的设备与技术就成功了一半,这个时代,比的是服务,但比的更是技术,下面给大家讲一讲,佳昊是如何在众多的东莞吹塑厂家中脱颖而出的。
随着低碳、环保、节能等观念的影响力不断扩大,智能化、轻量化、高效率、节能环保成为了当代新型挤出吹塑中空成型装备发展的特点,而全电动挤出吹塑中空成型机由于使用电机替代液压系统作为驱动力,在这些方面具有无可比拟的优势。与传统液压型中空成型机相比,其驱动装置有所不同,传统的中空成型机控制器己不能完全适用。因此厂商多半自行研发控制器及伺服控制法则,针对模架的速度和位置控制,必须保证控制的稳定性及准确性。
可编程计算机控制器(PLC)是一个分时多任务操作系统,成功构筑了实时的多应用程序运行平台,支持多种编程语言包括顺序功能图、梯形图、结构文本以及高级语言(ANSI C);具有很强的可靠性以及抗干扰能力,可以直接用于环境,使用标准化的通信接口(RS232 RS485 CAN Ethernet),基于过程总线级的系统互联、高级语言开发环境,这使得PLC在纺织、塑料、机械、电力等行业的应用都具有出色的发挥。我们选用具有PLC功能的B&RPower Panel,采用全闭环的控制方式,对全电动挤出吹塑中空成型机的控制系统进行了设计研究。
1控制系统的硬件构成
全电动挤出吹塑中空成型机主要是以伺服电机驱动系统取代液压系统,将电机旋转运动转换成直线传动,与传统的液压型中空成型机相比,主要在于其驱动装置有所不动。其主要组成部分如下:①挤出(挤出电机,变频器驱动);②开合模(电子尺控制,伺服电机驱动);③移模(电子尺控制,伺服电机驱动);④吹针升降(开关控制,气压驱动);⑤成型吹气(时间控制);⑥壁厚控制(基于时间轴的连续位置控制,电机、离合器驱动);⑦切刀(时间控制,气压驱动);⑧挤出机筒温度(热电偶)。
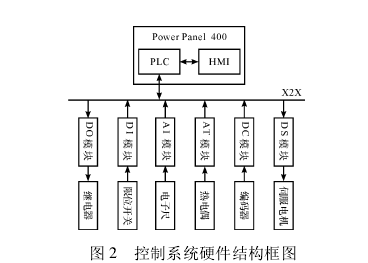
挤出吹塑中空成型机的控制系统设计,必须满足以上动作的多通道数字量和模拟量控制、复杂的工序选择、配方资料的自动储存、友好的人机交互等。我们选用B&R公司的Power Panel 400及相应的功能模块,设计了全电动挤出吹塑中空成型机的控制系统,其实物图如图1所示,结构框图如图2所示,具体构成如下文所述。
1)控制器、人机界面
选用B&R公司的Power Panel 400,集PLC控制器与人机界面于一体,兼容MMX指令集,集成强大的控制和运动技术以及多种模块化现场总线接口,是整个系统的核心,存储所有数据并处理控制程序,通过X2X Link, CAN总线、Ethernet Power Link或其他类型的现场总线与输入/输出(I/0)外围设备和伺服驱动等相连接。
2) DO模块
X20数字量输出模块,具有12路24VDC输出。用于控制固态继电器加热或者电磁继电器吸合离合器,除此之外还作为气压阀控信号好输入。
3) DI模块
X20数字量输入模块,12路24 V DC漏式输入,可以配置滤波器提高信号的抗干扰能力。
4) AI模块
X20模拟量输入模块,2路10 V输入,16 bit分辨率。接收电子尺的电压信号,测量模架以及模具的位置。
5) AT模块
X20温度测量模块,支持J/K/N/S型热电偶,0.1K分辨率。用于采集各个温区的实时温度。
5) DS模块
DS1319,X20多功能数字量信号处理模块,4路数字量通道可以独立配制成输入、输出,含有最多2个时间计数器,一对通用计数器可作为A/B计数器或上/下计数器,除此之外还可以配制成直线运动发生器(A/B;方向/频率)带最多两个参考脉冲。在这里将其配制成直线运动发生器和通用计数器,分别用于控制伺服驱动器和调模计数。
6) DC模块
X20数字量计数模块,1路SSI(绝对值编码器)通道,最高32 bit分辨率,用于壁厚控制中间接测量模头的位置。
2控制系统的软件设计
2. 1系统软件组织结构
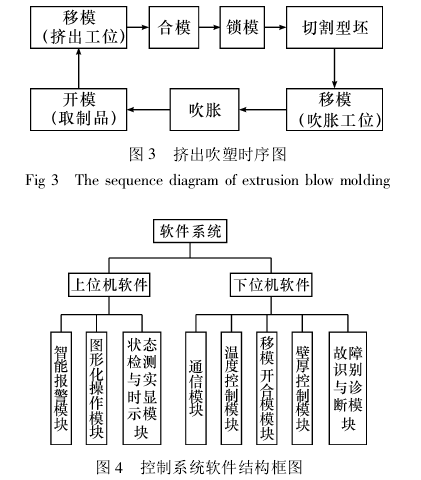
全电动挤出吹塑中空成型机主要是以伺服电机驱动系统取代传统的液压系统,主要具有移模、合模、锁模,型坯切割、吹胀、开模等动作单元。它是一个顺序控制过程,各步之间按照生产工艺要求,采用时间原则或行程原则来控制完成一个生产周期,总流程图如图3所示。控制系统的软件结构(图4)分为上位机程序和下位机程序,上位机程序主要负责人机界面的数据交换、曲线的绘制以及报警程序的显示工作,下位机主要负责运动控制、温度控制、壁厚控制及故障识别与诊断等。
2. 2移模控制
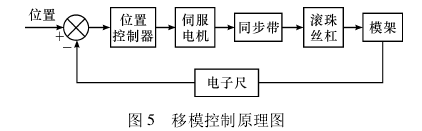
在全电动挤出吹塑中空成型机中,对于移模控制,通过伺服电机将动力输出给主动带轮,同步带动从动带轮转动,动力传递到滚珠丝杠上,进而驱动丝杠上工作台的模架做往返运动。模架运动的过程中,通过电子尺模架当前实际位置与给定位置形成偏差信号,偏差信号经过处理后传送为位置控制器,形成全闭环的位置控制方式,可以实现模架的精确定位。其控制原理图如图5所示。
3系统调试
系统完成以后必须要进行严密的调试,才可以投入运行。系统的调试,一般包括各部分单独调试和系统联机调试的过程。全电动中空成型机和传统液压中空成型机主要在于其驱动方式不同,全电动中空成型机中,移模运动是通过伺服电机来驱动的,如果程序失控,将会对模架系统特别是移模滚珠丝杠造成永久损坏,因此调试过程主要在于其运控控制部分的调试。为了保护设备,首先将伺服控制模块(moto )移植到步进电机实验平台上,测试功能,确保程序无误;然后将全部程序移到调试系统中,解除moto模块屏蔽,逐步提高伺服电机转速,依据模架移动过程中设备的稳定性,确定最高转速;最后控制模架往返运动,验证重复性。
将智能控制系统应用于全电动挤出吹塑中空成型机,从实际应用出发,针对全电动机型的特点,在模架移动定位控制中采用了全闭环的控制方式,实现了其精准定位。该控制系统经过调试,已经达到了不同吹塑加工要求。



同类文章排行
- 吹塑塑料瓶品质最易出现的九大问题状况和解决方法
- 改善挤出吹塑制件壁厚均匀性的几种方法
- 影响吹塑瓶质量好坏的原因分析
- 东莞吹塑加工安全生产注意事项有哪些?
- 分享小容量塑料桶的吹塑配方及开裂的改进方法
- 东莞佳昊分享吹塑制品设计的几个思路,供同行参考!
- 吹塑时产生静电的原因及解决办法
- 分享大中型中空吹塑制品配方技术
- PVC吹塑瓶可以用作食品包装瓶吗?
- 东莞吹塑制品颜色差异的解决方法



