


影响PET吹塑瓶壁厚的因素分析
全自动直线式吹塑机通常由上料斗、上坯机械手、1个循环水冷却的模具、取瓶机械手及4个加温灯箱组成,各灯箱的参数和尺寸完全相同,每个加温灯箱由8根对置分层排列的红外灯管发出红外线对瓶坯体辐射加热,如图4中左图所示。
加温灯箱的加热温度可通过设定灯管的电压值加以控制,前期调试表明:对热效率影响较大的是第四、五、六层的灯管,这三层的温度对瓶坯体的软化起重要作用。本研究中主要调节这三层的电压值改变加热温度,因为瓶口在吹塑过程中尺寸没有发生改变,故瓶口是不需要加热的。
为了使瓶坯注点处充分加热,使其迅速取向,可按图4中右图所示进行改进,把这三层灯管移出2~3支至注点上方开启,从而提供足够热量,提高加热效率,吹塑机的结构规格参数见表2,瓶坯的参数见表3。
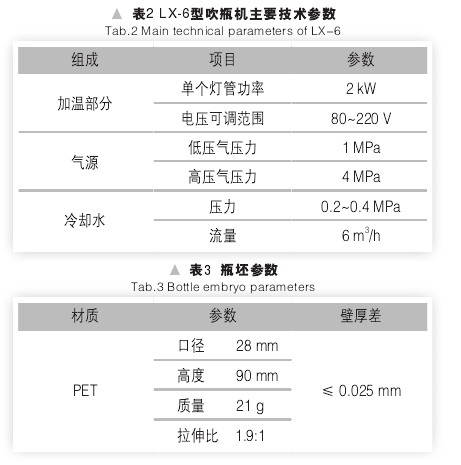
试验所用的材料是PET吹塑瓶坯,经检测该瓶坯具有结构稳定、气体阻隔性强、吸水率低、质量轻、韧性强、透明度高等优点。
研究表明,PET吹塑瓶的最终性能由PET吹塑瓶的形状结构、尺寸及吹塑工艺参数共同作用所决定。
试验前我们对PET材料的力学特性和热力学性能进行了分析,并结合企业实际生产情况,确定影响PET吹塑瓶吹塑工艺以及壁厚的因素主要有以下几个:三层红外加热灯管电压、冷却水水温和拉伸杆拉伸速度。以壁厚为指标,对三层红外加热灯管电压、冷却水水温和拉伸杆拉伸速度在任意两因素水平相同的情况下分别进行单因素试验。本试验在常温下进行,使用0.9 MPa的低压压缩空气和3.5 MPa的高压压缩空气分别预吹和高压径向吹塑,红外加热灯管的电压可按每1V电压上调或下调,瓶坯在加温灯箱中向前运动的同时自转,使瓶坯壁受热均匀。冷水机冷却水的温度范围在5~15℃之间,精度为0.1℃,每只瓶子按初步调试时的方法取样重复试验并取平均值,结果如图5。
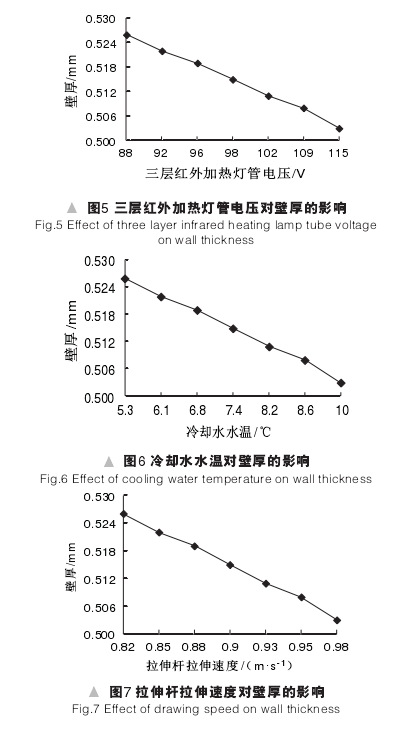
通常情况下,瓶坯的受热程度越高,内壁的结晶程度就越高,PET材料的熔融性较高,流动性增加,易被拉伸。在通入高压空气时可将瓶坯内壁轴向拉伸均匀,减小壁厚差。虽然灯管加热的电压即温度和壁厚负相关(图5),但并不代表温度越高越好或越低越好,在实际生产中温度过高或者过低会出现瓶体发白的现象,温度过高容易出现高温发白,瓶子外观呈现乳白色,取向不充分;温度过低导致瓶坯没有完全被热辐射,易出现低温变白,瓶子周身或局部外观呈珍珠白,影响透明效果,耐热性变差。因此,不能通过单因素试验确定合适的加热温度。
冷却水在PET吹塑瓶吹塑时起着至关重要的作用,本试验中的冷却水来源于冷水机的循环供水,由内径为19 mm的管路在加热反射箱和模具之间形成冷却水道。为避免管路损坏,冷却水中需加入软化剂等水质处理剂,对冷却水的品质要求很高。
考虑到在实际的生产中,由于企业处在黄土高原,水呈碱性,易损坏设备,故使用的冷却水是经过反渗透设备所制备的R.O水,其理化性质接近纯水。瓶坯在进入模具之前模具中的冷却水已经在工作,循环冷却水使模具表面的温度迅速降低。合模吹塑时,经过红外灯管加热后,瓶坯流动性慢慢降低,导致外表面的温度要比内壁的温度下降得快,在通入高压空气拉伸吹塑的几秒之内可使瓶坯内壁轴向、横向的厚度拉伸不均匀。试验表明:水温越低瓶坯的流动性越低,使其冷结晶峰温降低,导致壁厚增加,结果如图6所示。
吹塑过程实际上是一个十分复杂的过程,拉伸杆的作用是在瓶坯加热进入模具后通入低压预吹气体时将瓶坯沿轴向进行拉伸。本研究将拉伸杆的一次运动近似理想化为三个过程:匀加速、匀速、匀减速运动。对于拉伸杆来说,加速至最大拉伸速度时,由于只与瓶坯底部接触,因此瓶坯只有底部接触处的拉伸速度达到最大拉伸速度,其余区域的拉伸速度并没有明显变化;进入匀速运动阶段时,瓶坯拉伸速度较前一阶段明显增加,达到最大拉伸速度的区域占到整体的一半以上;匀减速至0时,瓶坯处于熔融状态,呈流体运动状态,具有一定的惯性,瓶坯的拉伸速度并没有减小至0,因此瓶坯大部分区域处于较高的拉伸速度。一次拉伸运动结束后,在高压空气的作用下,壁厚的形成取决于此次拉伸杆运动的最大速度,PET吹塑瓶坯在拉伸时应保证有一定的拉伸速度,以避免拉伸诱导分子取向的松弛。但是亦不能太大,否则会破坏PET分子的结构,使瓶子出现缺陷,不同的拉伸速度对PET吹塑瓶壁厚的影响见图7。
由以上分析可知,单因素试验无法确定合适的水平参数,进行一次三因素三水平的全面试验,需做33=27次,时间长,对PET吹塑瓶坯的需求量大,不利于节省成本。正交试验具有成倍地减少试验次数等优点,在相同情况下,只需要进行数次试验,大大缩减了优化时间。较优的水平参数可由正交试验进行优化验证。
通过对吹塑机的研究和影响PET高瓶颈瓶壁厚的吹塑工艺参数的分析,对影响壁厚的因素采用三因素三水平的正交试验,并通过极差分析和方差分析,得到各因素的主次顺序和较优组合以及PET高瓶颈瓶壁厚,在优化因素水平的工艺条件下计算产品合格率a,最终确定优化的工艺参数以及PET高瓶颈瓶壁厚。
根据实际产能及实际生产经验,选取三层红外加热灯管电压、冷却水水温和拉伸杆拉伸速度作为试验因素,分别记为A, B和C,本试验不考虑各因素间的交互作用,相关的因素水平见表4。
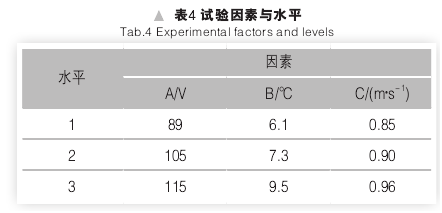
针对本试验所确定的因素及水平采用L9(34)正交表进行试验,分别对不同因素水平的试样各生产80只PET高瓶颈瓶,测其壁厚取平均值,按极差分析法的观点,只需对有显著影响的因素选择最佳水平,而其他对试验结果影响较小的因素,则可按实际需要选择适当的水平,具体试验结果如表5、图8以及图9所示。
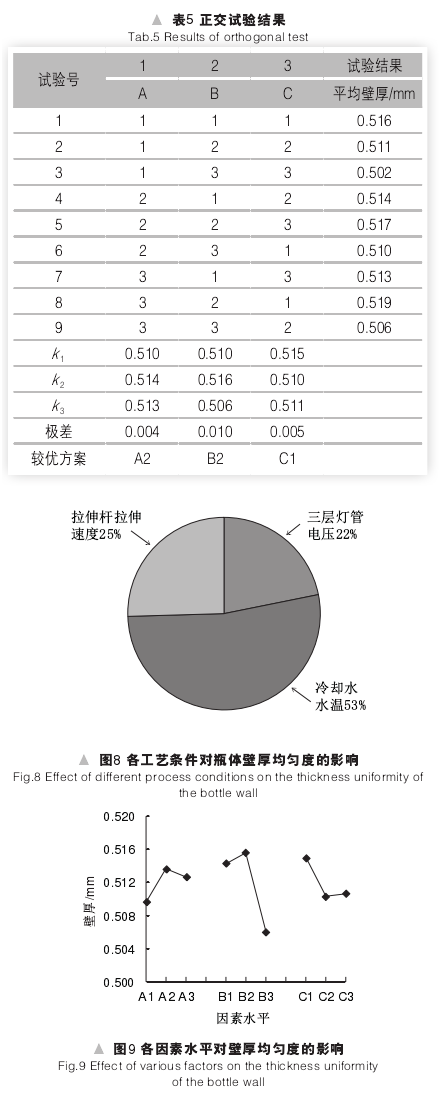
(1)数据分析
极差分析可知,影响PET高瓶颈瓶平均壁厚的优先水平及主次因素依次为B2, C1, A2,即冷却水水温对试验指标起主要作用,为了得到较优的水平组合,现对试验数据进行方差分析,结果见表6。
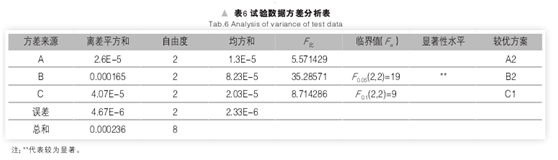
由表6结果可知,对于PET高瓶颈瓶的平均壁厚,因素B对试验指标影响极为显著,因素A和因素C对试验指标影响不显著。与极差分析的结果一致,由试验数据分析得,PET高瓶颈瓶平均壁厚的最佳吹塑工艺参数组合为B2C1A2,即冷却水水温7.3℃,拉伸杆拉伸速度为0.85 m/s,三层红外加热灯管电压为105 V。通过分析得出的最好方案在9次试验中没有出现,与它比较接近的是5号试验,6号试验,8号试验,因此需要进一步验证。
(2)验证试验
为验证组合参数的科学性和合理性,选取正交试验中PET高瓶颈瓶平均壁厚试验效果较好的5号、6号、8号试验以及选定的较优方案做重复试验并取平均值,试验结果如表7所示。
分别批量生产以上4种试验条件下的PET高瓶颈瓶,得到每种工艺参数条件下的产品合格率如表7所示,由表7试验数据知,较优的工作参数条件为三层红外加热灯管电压为105 V,冷却水水温为7.3℃,拉伸杆拉伸速为0.85 m/s,这与正交试验结果相吻合。在此工艺参数下的PET高瓶颈瓶平均壁厚0.511 mm,合格率为99.7%,相对于初步调试时来说,平均壁厚减小了0.02 mm,合格率提高了3.1%,满足了生产要求。

本试验对PET高瓶颈瓶成型的吹塑工艺在LX-6吹塑机上分别进行了单因素试验和正交试验研究,分析了各个因素对PET高瓶颈瓶壁厚的影响,得到以下结论:
(1)对PET高瓶颈瓶壁厚有影响的主次因素依次为:冷却水水温,拉伸杆拉伸速度,三层红外加热灯管电压。
(2)在该试验条件下PET高瓶颈瓶合格率最高的参数组合为:冷却水水温为7.3℃,拉伸杆拉伸速度为0.85m/s,三层红外加热灯管电压为105V。
(3) PET高瓶颈瓶壁厚为0.511mm,产品合格率>99.5%。产品合格率提高了3.1 %,满足了生产要求的同时也提高了生产率。



同类文章排行
- 吹塑原理图,让你秒懂什么是吹塑
- 影响PET吹塑瓶壁厚的因素分析
- 东莞吹塑加工成型专业知识-干货
- 吹塑制品研发过程中需要注意的细节
- 吹塑拉伸常见问题分析
- 合格的PET吹塑瓶的基本要求
- 佳昊吹塑与您分享500mL PP塑料瓶的吹塑成型的原理
- 干货分享:佳昊吹塑处理吹塑瓶细节的一些重点?
- 注塑拉伸吹塑、注射吹塑、挤出吹塑三者的区别
- 四大解决方案助力吹塑解决静电难题



