


吹塑原理图,让你秒懂什么是吹塑
发布时间:2018-6-25 9:29:14 浏览:次
东莞吹塑分为3类:挤出吹塑、注射吹塑、拉伸吹塑。
挤出吹塑
成本相对另外两类最低,适合生产3毫升-220升的塑料(PP,PE,PVC,PET)空心容器。
1.挤出吹塑(EBM)的步骤
步骤1:将多聚物颗粒倒入硬模,通过加热和芯棒持续挤压形成胶状的空心柱状雏形

步骤2:当空心柱状雏形挤出到一定长度,左右两边的模具开始闭合,雏形顶端会被刀片裁切致单件适用长度,空气通过充气棒注入雏形,使雏形紧贴模具内壁冷却固化,形成想要的形状
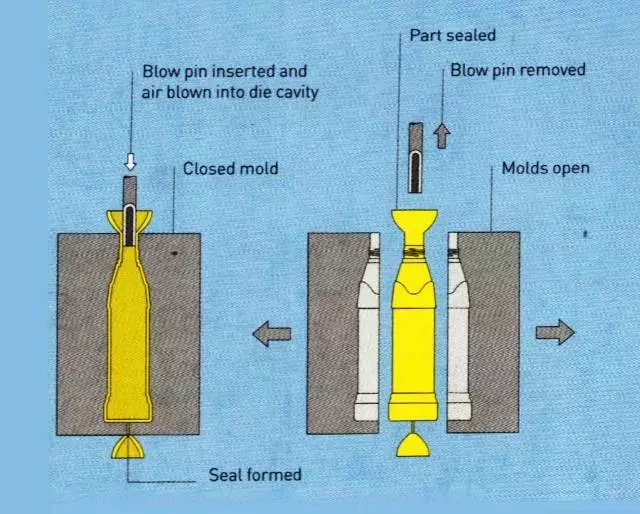
步骤3:等待冷却结束后,左右两边的模具打开,零件脱模

精度和成本介于挤出吹塑和注射拉伸吹塑之间,适合生产3毫升 -1升的塑料(PE,HDPE)的空心容器。
1.注射吹塑(IBM)的步骤
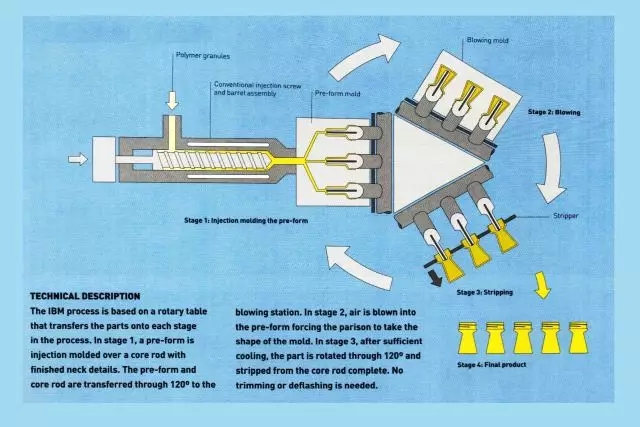
步骤1:胶状的多聚物通过芯棒(Core rod)预热注射至模具内,操作台面旋转120°至吹塑环节.
步骤2:空气通过芯棒缓缓注入模具内,胶状的多聚物雏形紧贴模具内壁冷却固化成型.
步骤3:等待完全冷却后,操作台面旋转120°,成品被推出模具,由传送带转至修边环节.
注射拉伸吹塑
吹塑中质量,精度和成本最高的工艺,尤其体现在瓶口细节,适合表面带有精细纹样的塑料容器的制造工艺,适合生产3毫升 -1升的塑料(PE,HDPE)的空心容器。
1.注射拉伸吹塑(ISBM)的步骤
步骤1:胶状的多聚物通过芯棒(Core rod)预热注射,形成空心密封的柱状雏形。
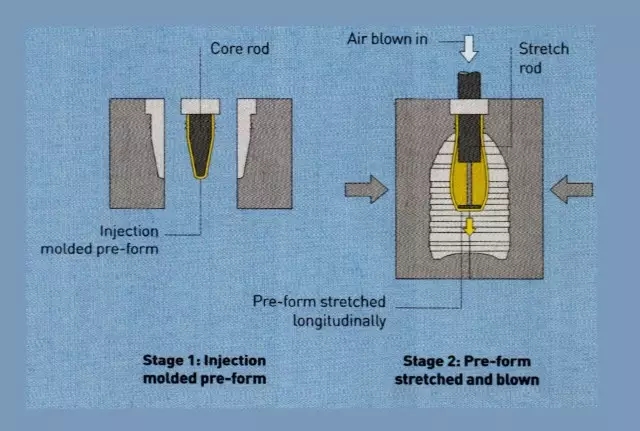
步骤2:芯棒被取出,插入延伸棒(Stretch rod),左右两侧模具闭合,延伸棒在胶状雏形内部挤压,从而纵向拉长多聚物雏形.。
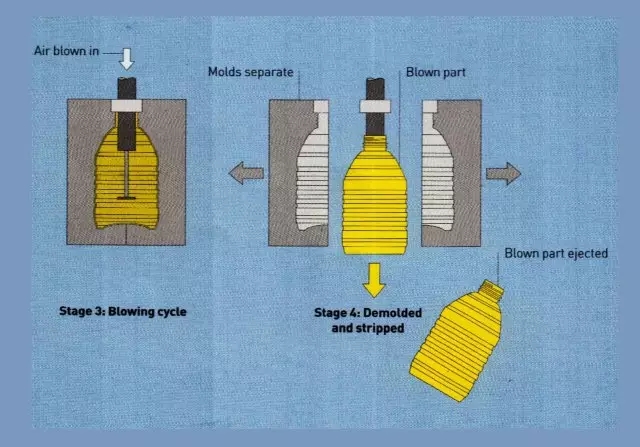
步骤3:延伸棒继续从内部拉长胶状多聚物雏形,同时空气通过延伸棒缓缓注入,使胶状雏形充分贴合模具并且冷却固化。
步骤4:左右模具打开,完成的塑料桶被延伸棒顶出,完成。
挤出吹塑
成本相对另外两类最低,适合生产3毫升-220升的塑料(PP,PE,PVC,PET)空心容器。
1.挤出吹塑(EBM)的步骤
步骤1:将多聚物颗粒倒入硬模,通过加热和芯棒持续挤压形成胶状的空心柱状雏形
步骤2:当空心柱状雏形挤出到一定长度,左右两边的模具开始闭合,雏形顶端会被刀片裁切致单件适用长度,空气通过充气棒注入雏形,使雏形紧贴模具内壁冷却固化,形成想要的形状
步骤3:等待冷却结束后,左右两边的模具打开,零件脱模
步骤4:使用修理工具为零件修边
精度和成本介于挤出吹塑和注射拉伸吹塑之间,适合生产3毫升 -1升的塑料(PE,HDPE)的空心容器。
1.注射吹塑(IBM)的步骤
步骤1:胶状的多聚物通过芯棒(Core rod)预热注射至模具内,操作台面旋转120°至吹塑环节.
步骤2:空气通过芯棒缓缓注入模具内,胶状的多聚物雏形紧贴模具内壁冷却固化成型.
步骤3:等待完全冷却后,操作台面旋转120°,成品被推出模具,由传送带转至修边环节.
注射拉伸吹塑
吹塑中质量,精度和成本最高的工艺,尤其体现在瓶口细节,适合表面带有精细纹样的塑料容器的制造工艺,适合生产3毫升 -1升的塑料(PE,HDPE)的空心容器。
1.注射拉伸吹塑(ISBM)的步骤
步骤1:胶状的多聚物通过芯棒(Core rod)预热注射,形成空心密封的柱状雏形。
步骤2:芯棒被取出,插入延伸棒(Stretch rod),左右两侧模具闭合,延伸棒在胶状雏形内部挤压,从而纵向拉长多聚物雏形.。
步骤3:延伸棒继续从内部拉长胶状多聚物雏形,同时空气通过延伸棒缓缓注入,使胶状雏形充分贴合模具并且冷却固化。
步骤4:左右模具打开,完成的塑料桶被延伸棒顶出,完成。
下一篇:如何利用温控模具技术生产弹性体吹塑部件上一篇:东莞吹塑制品的成型原理



同类文章排行
- 吹塑原理图,让你秒懂什么是吹塑
- 影响PET吹塑瓶壁厚的因素分析
- 东莞吹塑加工成型专业知识-干货
- 吹塑制品研发过程中需要注意的细节
- 吹塑拉伸常见问题分析
- 合格的PET吹塑瓶的基本要求
- 佳昊吹塑与您分享500mL PP塑料瓶的吹塑成型的原理
- 干货分享:佳昊吹塑处理吹塑瓶细节的一些重点?
- 注塑拉伸吹塑、注射吹塑、挤出吹塑三者的区别
- 四大解决方案助力吹塑解决静电难题



